

钢板弹簧钢带厂家货源视频已经精心制作完成,它将以全新的方式展现产品的独特魅力,让您为之倾倒。
以下是:钢板弹簧钢带厂家货源的图文介绍

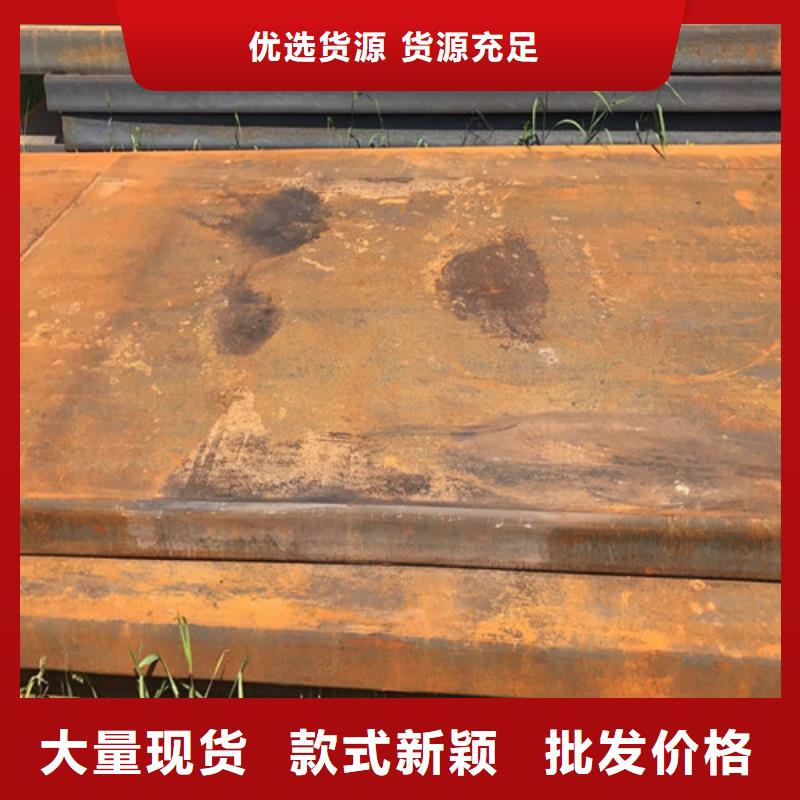
耐磨钢板切割裂纹:钢板切割裂纹类似于焊接时产生氢致裂纹,如果钢板切边产生裂纹,将会在切厚48小时至几周内才出现。因此,切割裂纹属于延迟性裂纹,钢板厚度和硬度越大,出现切割裂纹就越大。 预热切割:钢板切割裂纹有效的方法,就是在切割前进行预热。在进行火焰切割前,钢板通常都要预热,其预热温度高低主要取决于钢板质量等级和板厚,见表2.预热方法可采用火焰烧枪、电子加热垫进行的,也可以使用加热炉加热。为确定钢板预热效果,应在加热点被面测试所需温度。 注意:预热特别注意,要使正个钢板界面均匀受热,以免接触热源的区域出现局部过热现象。 低速切割:避免切割裂纹的另一种方法就是降低切割速度。如果无法进行整版预热,则可以使用局部预热法代替。使用低速切割方法防止切割裂纹,其可靠性不如预热。我们建议切割前先对切割带用火焰枪空泡几趟进行预热,预热温度达到100°C左右为宜。其 切割速度取决于钢板等级和厚度. 特别说明:将预热和低速两种火焰切割方法结合使用,可以进一步降低切割裂纹的出现几率。 切割后缓冷要求:无论对切割不见是否预热,钢板切割后的缓冷都会有效降低切割裂纹的风险。如果切割后将其带有温热的不见进行堆放,使用隔热毯将其覆盖,也可以实现缓冷,缓冷要求冷却到室温。 切割后加热要求:对于耐磨钢板的切割,切割后立即采取加热(低温回火),也是切割裂纹的有效方法和措施。钢板切厚通过低温回火处理,可以有效切割参与应力(低温回火工艺;保温时间安5min/mm) 对于切割后加热的方法,也采用燃烧枪、电子加热毯和节哀热炉的加热方式进行切割后的加热。


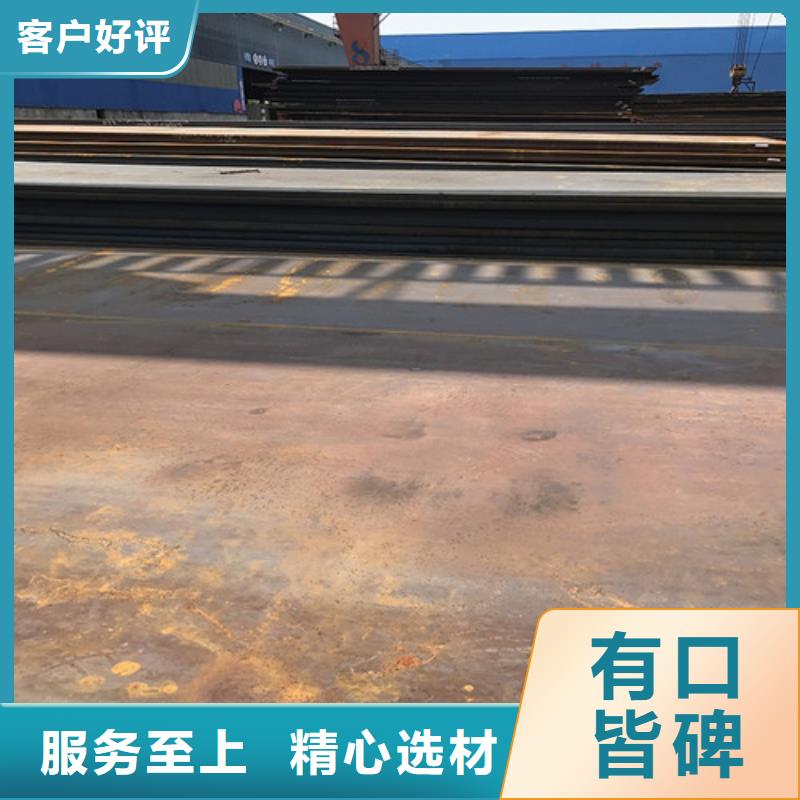
常见缺陷 折叠边裂缺陷 边部出现的大型夹杂物富集是钢板诱发边裂的主要根源之一。由于薄板坯采用了漏斗型结晶器,结晶器内部的流动、传热的不均匀程度和液面波动情况比传统板坯连铸时复杂,在浇铸过程中往往会造成卷渣,一部分卷渣残留在铸坯表面形成表面夹杂,其中较大的夹杂颗粒在铸坯边部沉积,造成边部大型氧化物夹杂的富集。 折叠氧化铁皮压入缺陷 未完全除净的一次氧化铁皮在随后的轧制过程中被压入板带中造成板带表面缺陷。二次除鳞水未开等原因是造成二次氧化铁皮压入缺陷产生的关键。缺陷跟踪结果表明,氧化铁皮压入缺陷在随后的酸洗和冷轧过程中基本可以,对冷轧板基本不造成影响。 折叠表面缺陷 酸洗后冷轧前带钢表面的黑色线条状缺陷。冷轧带钢表面缺陷主要来自热轧基料缺陷,以热轧板表面夹杂类缺陷为主,冷轧生产线自身产生缺陷的可能性很小。



新弘扬特钢有限公司拥有一支专业的技术队伍,并具有多年 上海普陀GCR15圆钢生产销售及售后服务的经验。我公司不断致力于新产品的开发,在满足客户需求的原则和社会发展需要上,与多家 上海普陀GCR15圆钢厂家合作,推出质量、性能、价格公道组合的系列 上海普陀GCR15圆钢产品,并赢得了广大客户的信赖和赞许。

